When you see a solution like Novarc’s Spool Welding Robot (SWR), there are sure to be questions. Based on your feedback, we’ve compiled the 10 most frequently asked questions on the collaborative Spool Welding Robot to answer for you.
1. What floor footprint is required for the SWR?
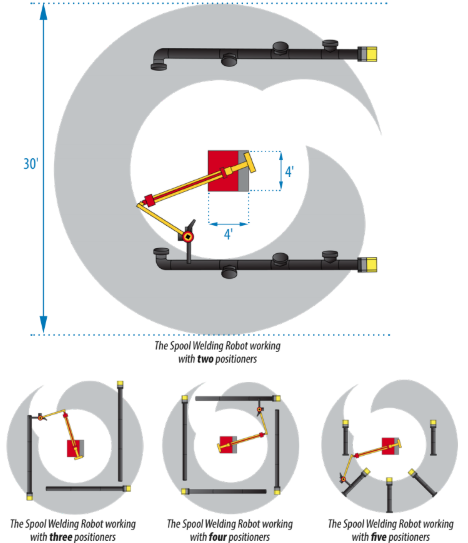
With a 4′ x 4′ base, the SWR has the smallest footprint in the industry compared to solutions that can take up to 7′ x 30′ of your shop floor. Therefore, it does not cannibalize shop floor space and it won’t interfere with production flow.
2.What size of pipe can be welded with the SWR? What type of pipes does the SWR weld?
The SWR can weld pipes from 2” to 60” with appropriate positioners. It is capable of welding slip-on flanges, Tees, elbows, reducers, and more.
3.Which welding process can be used?
The single torch SWR uses GMAW or MCAW from root to cap. The dual torch SWR uses GMAW or MCAW for root, and MCAW or FCAW for fill and cap.
The SWR uses modified short-circuit waveform on the root, that is STT, RMD or LSC.
TIG is currently not offered with the SWR.
4.What power sources can be used with the SWR? Can I use my existing power source?
Available power source options are Lincoln PowerWave® R450 and Miller Auto-Continuum™ 500. All units are quoted with a power source.
No, we don’t recommend using an existing power source as it may not be compatible with the SWR.
5.Can I use my existing positioners with the SWR? Can I use the positioners that are not being used by the SWR in manual mode?
The SWR can easily be integrated to work with different positioners including Team Industries, Profax, and Preston Eastin. Our team can verify if we can integrate with your specific positioner, brand, make and model.
The robot has the ability to integrate with 2-5 positioners in a layout determined by you. The picture of the left shows some of the possibilities with 2, 3, 4 and 5 positioners.
Integrated positioners that are not being used for welding with the SWR can be rolled via foot pedals and used for pipe preparation, tacking, grinding.
6.How long does the training take? What skill level is needed to operate the SWR?
It takes 3 – 5 days to train an operator for both operations and maintenance. Operators need to know the basics of pipe welding. We generally recommended training 3 – 5 operators with at least one journeyman pipe welder.
7.To which Code requirements can welding procedure specifications (WPS) be qualified with the SWR?
The SWR has qualified multiple WPS to ASME Section IX requirements, including Charpy Impact testing with full mechanical testing (bend & tensile tests) and supplemental hardness testing. WPS can be developed for other codes, as required.
8. What weld quality requirements can be realized during production welding with the SWR?
The SWR produces consistent high quality welds during production, characterized with low repair rates when non-destructively tested with radiographic and ultrasonic examinations to typical ASME B31.1 and B31.3 requirements.
9.What size root gap is used when welding and what are the tolerances? How does the SWR deal with Hi-Lo?
The pipe/components are fit-up to a typical 3/32 in. (2.4 mm) root opening (gap) with a tolerance of ± 1/32″.
The SWR’s advanced welding features such as “Root Save” and “Tack Fusion” buttons allow the operator to instantly change welding parameters to deal with likely scenarios of Hi-Lo, and wide/narrow gaps. The acceptable misalignment tolerance is ± 1/16″.
10.What productivity gains should I expect from the SWR? What is the average payback period?
We typically see shops getting 65 – 80 diameter inches per shift. By welding with the SWR, you can expect to get 200 – 300 diameter inches in an 8 hour shift.
The payback period is typically between 6 – 18 months.
Novarc Technologies uses cookies to enhance your user experience. These cookies are used to collect information about how you interact with our website and allow us to remember you. We use this information in order to improve and customize your browsing experience. Click 'Agree' to accept the use of cookies. Learn more.Cookie settingsAGREE
Privacy & Cookies Policy
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.




It is ease to be dismantled and transported. Thanks for this product. If any other information it will be appreciated